
In the world of stainless steel welding, achieving the highest quality and performance is paramount. Stainless steel welding is a critical process in various industries, known for its strength and resistance to corrosion. However, achieving pristine welds in stainless steel involves more than just skill and precision. One often-overlooked aspect that plays a crucial role in the quality of stainless steel welds is purging. In this article, we will explore why purging is required in stainless steel welding, how it can significantly impact the quality of the final weld. Let’s delve into the world of stainless steel welding and discover why purging is not just a choice but a necessity.
Basic Chemical Composition of Stainless Steel
Before moving forward lets know about Stainless steel chemical comosition. Stainless steel is a type of steel alloy known for its resistance to corrosion and staining. Its basic chemical composition typically includes iron (Fe), chromium (Cr), and, in many cases nickel (Ni). The specific composition can vary depending on the grade or type of stainless steel, but here is a general overview:
Iron (Fe): Iron is the primary component of stainless steel, making up the majority of its composition.
Chromium (Cr): Chromium is the essential element that gives stainless steel its corrosion-resistant properties. It forms a protective oxide layer on the surface of the steel, preventing rust and corrosion. The chromium content in stainless steel is typically around 10% or more.
Nickel (Ni): Many stainless steel alloys also contain nickel, which enhances the material’s corrosion resistance and provides added strength and durability. The nickel content can vary, with some stainless steels containing relatively high percentages of nickel.
In addition to these primary elements, stainless steel may also contain smaller amounts of other elements such as carbon, silicon, manganese, sulfur, and molybdenum, depending on the specific grade and intended application.
Why Purging is Required in SS Welding?
Purging, in the context of stainless steel welding, refers to the removal of oxygen from the welding environment. Typically, during welding, temperatures rise significantly (427 to 871°C), and then oxygen interact with the heated metal. This interaction triggers a reaction with the chromium present in stainless steel, resulting in the creation of chromium oxide. This compound, in turn, draws chromium away from the metal, thereby the corossion resistence properties of stainless steel becomes low. To understand why purging is required, let’s break it down into key aspects.
The Role of Chromium
Chromium is a fundamental component of stainless steel that provides its corrosion resistance. When oxygen is present during welding, it can bond with the chromium, forming chromium oxide. This layer is not as corrosion-resistant as the base stainless steel, making it susceptible to rust and corrosion. By purging, we maintain a pristine environment for the weld, preserving the steel’s corrosion resistance.
Minimizing Heat-Affected Zones
In stainless steel welding, heat-affected zones can be susceptible to various issues, including contamination. Purging helps control the heat-affected zone’s temperature, preventing unwanted reactions with oxygen and ensuring the integrity of the weld. This is especially crucial in applications where hygiene and purity are paramount, such as the food and pharmaceutical industries.
The Visual Aspect
Purging enhances the visual appearance of stainless steel welds. Welds that have been purged appear clean and free from discoloration. In industries where appearance matters, such as architecture or design, purging is indispensable for creating welds that are both strong and visually appealing.
Purging is the most effective way to create a clean, oxygen-free environment during welding. Without proper purging, welds can suffer from defects like porosity, inclusions, and inconsistent fusion, which can compromise the material’s integrity and performance.
Preparations for Purging
To achieve the highest quality root welds, it’s essential to utilize Gas Tungsten Arc Welding (GTAW), with or without consumable inserts. When working with stainless and nonferrous piping systems (excluding aluminum), a purge process is necessary to displace the air inside the weldment with a suitable gas. This ensures a smooth root surface. However, when welding carbon steels and most low alloy steels with an open root groove, internal gas purging is not typically required. Furthermore, purging joints with consumable inserts is advantageous, as it decreases the probability of defects caused by oxidation of the insert material. Additionally, purging can lead to increased welding speed.
Purging Gases for Stainless Steel Welding
Welding grade argon is the most commonly used gas for internal purging in welding applications. However, there are situations where nitrogen, carbon dioxide, helium, or mixtures of these gases can be used as purge gases to reduce costs. It’s important to ensure the suitability of these alternative gases through testing before using them in production.
The purity of purging gases is a critical factor and should be specified in the welding procedure. Commercially available argon, helium, and nitrogen with purity levels exceeding 99 percent should be chosen for welding applications. Additionally, it’s essential to control the moisture content by specifying a dew point of -40°F (-40°C) as the maximum allowable limit.
Effective Purge Containment Techniques and Precautions
Purging requires entrance and exit openings through which the purge gas can enter and leave the weld joint area at controlled rates. For piping where both ends can be capped, properly-sized wood or plastic disks can be taped to the pipe ends. Plastic caps that are used to prevent damage to pipe ends during shipment are commonly used as purge caps.
The cap on the entrance side requires a hole to receive the purge gas. The other cap requires a hole large enough to prevent build-up of gas pressure. Since air is lighter than argon, the exit hole should be at a higher elevation to minimize the entrapment of air. Precautions should be taken to ensure that all leak paths are blocked and that branch pipes and other areas where air may be entrapped are weil vented. Purge caps of the type discussed here are most commonly used when a large portion of a system or an entire system is purged.
Purging Fixture
Alternative containment methods are accessible for situations where the complete system purging is unfeasible. One such approach involves utilizing water-soluble paper to create barriers for containing the purging gas. These commercially available water-soluble paper discs can be affixed within the pipes on both sides of a welding junction before assembly. It is recommended to position these discs approximately 6 to 12 inches (150 to 300 mm) away from the weld joint. In the case of smaller diameter piping or tubing, the water-soluble paper can be crumpled to match the approximate inside diameter and inserted into the pipe or tube, eliminating the need for taping. Following the welding process, these discs can be dissolved through a water rinse or left in place to dissolve during hydrostatic testing. The use of water-soluble dams is particularly advantageous as they reduce the volume of air that needs to be purged in large piping systems. It is crucial to ensure that the water-soluble dam material is positioned sufficiently far from the weld to prevent overheating or combustion. For welds that will undergo post-weld heat treatment, cardboard discs secured with masking tape are suitable, as they will burn away to ashes during the heat-treating process.
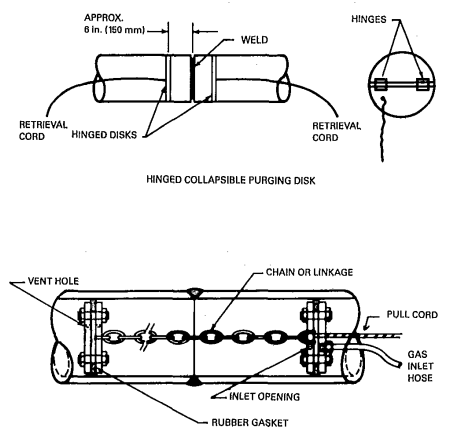
Commercially available inflatable bladders can serve as effective localized purge containment tools when there is an opening for bladder removal after welding. To use them, simply insert one bladder on each side of the joint to be welded. Inflate the bladders with purge gas or air, and then proceed with the purging process as previously described. To protect the bladders or other dam materials from the welding heat, it’s crucial to position the purge dams at a safe distance from the groove, typically around 6 inches (150 mm). If preheating is involved, increase this distance to maintain the dam’s temperature below 300°F (150°C) to prevent damage.
In addition to sealing branch connections and open pipe ends, it’s essential to prevent purge gas from escaping through the root opening at the weld groove. This is commonly achieved by applying a single layer of tape around the joint’s exterior. Ensure the tape does not contact the groove face and doesn’t leave any residue upon removal. Carefully seal all potential leakage paths before introducing purge gas into the piping system. Seal all root openings in the system between the purge gas exit and entrance points with tape, and ensure proper venting of branch pipes and areas where air could become trapped
Purging Prior to Welding
Purging a piping system involves a two-stage process. In the initial stage, before welding, the purge gas is employed to displace the air within the pipe at relatively high flow rates. This high flow rate continues until the gas inside the pipe reaches a sufficiently low oxygen level. During the second stage, the purge gas flow rate is reduced to maintain a slight positive pressure inside the pipe while the root pass is being welded. This method prevents air from re-entering the pipe and minimizes oxidation of the root surface.
The duration of the first purging stage depends on the maximum allowable oxygen level specified in the welding procedure, the volume of the system being purged, and the purge gas flow rate. However, the relationship between purge gas flow rates and time is not linear. For example, a system that can be purged in one hour at a flow rate of 50 cubic feet per hour (24 liters per minute) will not achieve the same level of purging in just half an hour if the flow rate is increased to 100 cubic feet per hour (48 liters per minute). Increasing the flow rate leads to more turbulence within the system, causing increased mixing of air with the purge gas. This, in turn, necessitates more gas volume changes within the pipe to attain the desired level of purity.
Lower flow rates result in less mixing, and the denser purge gas effectively pushes the air upwards and out of the pipe system. Higher purge flow rates can reduce the time needed for preweld purging but will require a greater amount of gas.

Purging During Welding
Once the required oxygen level inside the pipe has been achieved, the flow rate of the entering purge gas should be reduced before root pass welding begins in order to eliminate excessive pressure on the inside of the pipe. Excessive pressure will cause unacceptable root surface concavity or holes through the root bead.
The proper purge flow rate during welding is one that is barely detectable at the gas exit port. When using consumable inserts, which help seal the root and prevent gas escape, flow rates between 8 to 12 cubic feet per hour (4 to 6 liters per minute) are typically recommended. It is usually necessary to reduce the flow rate as the root is closed to prevent blowout of weld metal. Higher flow rates will be required for open groove welds. For small diameter piping or tubing, it may be necessary to reduce flow rates below the values recommended above. It is usually desirable to maintain the purge for the second and third layers of weld deposit to minimize internal oxidation during reheating of the root pass.
FAQs
Q 1: How do you purge stainless steel for welding?
A: To purge stainless steel for welding, use inert gases like argon or helium to create a shielding environment that prevents oxidation. This helps maintain the metal’s corrosion-resistant properties during the welding process.
Q2: Does stainless steel need to be purged?
A: Yes, Stainless steel welding typically requires purging to prevent oxidation and maintain its corrosion-resistant properties.
Q3: What is purging process in welding?
A:The purging process in welding involves using inert gases to create a protective atmosphere, preventing the oxidation of the weld zone, especially in materials like stainless steel. This ensures the weld retains its desired properties
Q4:What happens if you dont purge stainless steel?
A: If you don’t purge stainless steel during welding, it can lead to oxidation and contamination, reducing the metal’s corrosion resistance and weakening the weld.
Q5: What is stainless steel purging?
A: Stainless steel purging is the practice of using inert gases to create a shielding atmosphere during welding to prevent oxidation and maintain the metal’s corrosion-resistant properties.
Q6: Can you weld stainless steel without purging?
A: You can weld stainless steel without purging by using specific welding consumables that contain oxidizing elements, which help prevent oxidation of the stainless steel.
Q7: Which gas is used for back purging?
A: Argon gas is commonly used for back purging in welding.
Q8: Why argon is used in purging?
A: Argon is used in purging because it’s an inert gas that doesn’t react with most materials, making it ideal for creating a non-reactive environment to prevent oxidation during welding.